The industry 4.0 trend, which intends to make factories smarter, is rising. According to the research and tech consulting firm McKinsey, the fourth industrial revolution is going to create $3.7 trillion in value by 2025. Making industries smarter essentially means automating the tasks that were earlier supposed to be handled by humans. And IoT – the internet of things has a role to play here.
But the picture hasn’t stopped here and we have moved to the next level of factory automation through AI/ML capabilities.
So, how this AI/ML tech is transforming the present and future of manufacturing, we are going to understand this in this blog through some 10 use cases of examples of AI/ML utilized in manufacturing plants.
What is ML/AI?
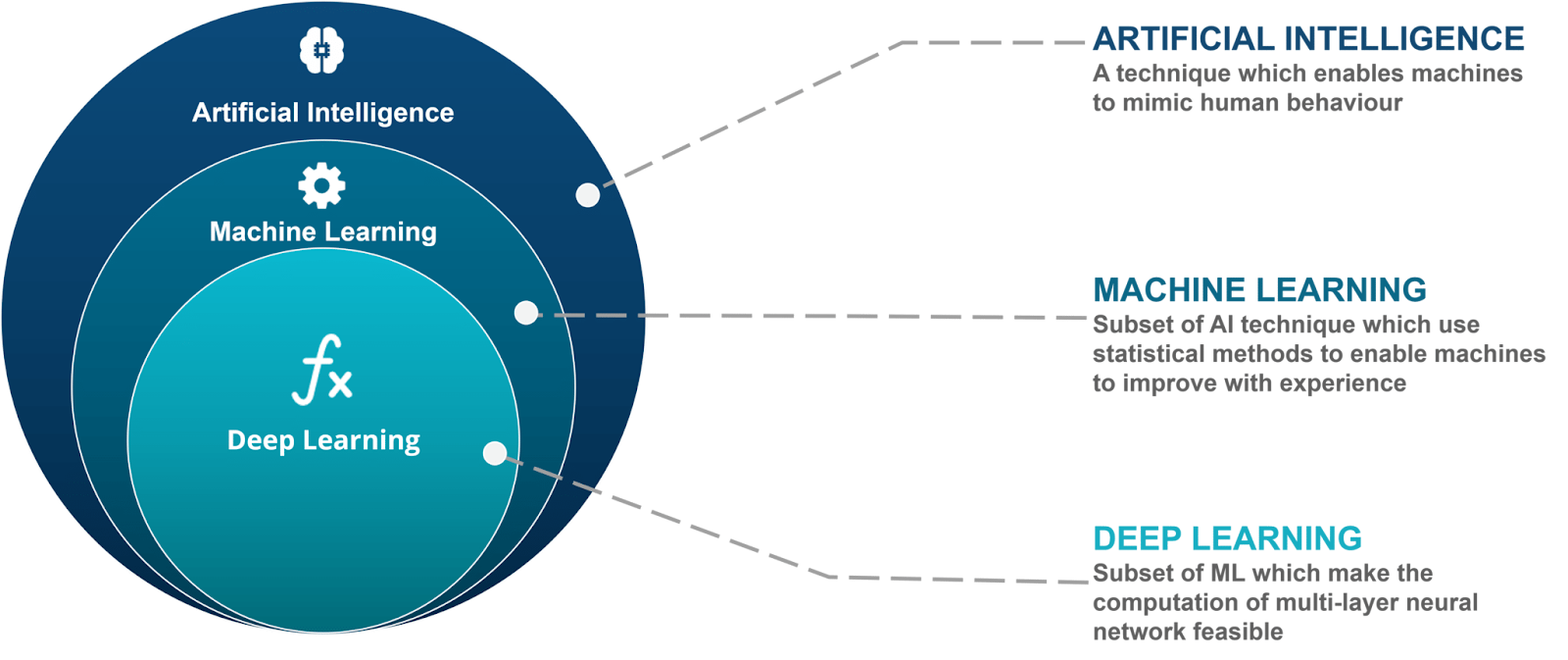
The terms ML/AI many times are used altogether in common slang. So we’ll also be using these terms together in this article. Although both are interrelated but are a bit different from each other. And there’s also a term related to both and that is – deep learning. The infographic below tries to explain all three terms in a brief.
Source: Edureka
So, the three terms are interrelated to each other as follows: DL<ML<AI; Deep learning is a subset of Machine Learning which in turn is a subset of Artificial Intelligence. And the essence of the idea behind this tech is to make machines smarter by providing them data so that they can identify some patterns and take decisions on their own.
So, what exactly does AI/ML in manufacturing mean?
AI/ML technology in manufacturing essentially aims to automate complex or repetitive industrial activities by providing cognitive abilities to machines. Cognitive abilities or intelligence is provided to machines by identifying patterns in the manufacturing processes or workflows, which in turn is achieved by first gathering enough data and then analyzing it to unearth the useful patterns.
10 ML/AI use cases in Manufacturing Industries
Now, let’s quickly at some 10 use cases of ML/AI inside manufacturing industries to better understand the potential of this technology.
1. Predictive maintenance(PdM)
Predictive Maintenance is a modern maintenance method where you monitor your rotating equipment with the help of sensors that measure parameters like vibration, temperature, magnetic flux, etc. Then the health condition of your assets is analyzed or displayed on your cloud platform that can be accessed from anywhere around the world through the internet.
How AI/ML tech helps here is that it can help in predetermining the permissible or healthy limits of the machine parameters.
The healthy limits can also be provided as an input to your PdM system manually via testing the machine over time. This of course will take time and effort. The permissible limits are also fed on the basis of standard charts available – one such is the ISO 10816 vibration severity chart. But the issue, in this case, is each and every machine has its own limits and these standard charts just provide an approximate value. So, all these obstacles arising in the way can be eliminated through your PdM system that is based upon AI/ML technology.
2. Digital Twins
Digital Twins – you’ll find this quite interesting if you’ve not heard this term earlier.
Digital Twins are a virtual or digital model of a machine or a process that is created using computing power and a variety of sensors installed on a piece of machinery to study that object.
Note that this is a little bit different or we can say advanced from simulation. Simulations can study only one process but digital twins can perform more than one simulation. And not only this, you can’t provide real-time data in simulation while this is possible in the case of digital twins.
So, using real-time input data combined with ML/AI capabilities, these virtual machines can estimate precise and accurate outputs, which will ultimately help in better R&D and product development.
3. AI/ML in Logistics and SCM
The AI/ML use in the field of logistics and SCM involves creating self-learning smart robots that can ease difficult tasks like moving heavy items or lifting objects to avoid workplace injuries, and solving the problem of overstacking or understocking of goods.
We are also now seeing semi or fully automatic trucks whose market share is expected to reach $88 Billion USD by 2027 as per research from Acumen Research and Consulting.
But this has not just stopped at trucks, and we have also self-driving ships to improve the supply chain efficiency and safety of people and goods. And an existing example of this is from car manufacturing company Rolls Royce. Partnered with Google, they are using ML and image recognition to power their ships for better supply chain efficiency. In fact, data from McKinsey estimates that AI-powered SCM can reduce lost sales by 65%, forecasting errors by 20-50%, and overstocking of inventories by 20-50%.
Another example is from food manufacturer Danone Group who is using machine ML to improve their demand vs supply estimated. And they are getting promising results with a 20% decrease in forecasting errors, 30% fewer lost sales, and a high 50% reduction in demand planner’s workload.
4. Smart Manufacturing
Smart manufacturing involves smart robots, which are AI-powered robots that don’t need to be programmed each time to perform required tasks. Not only this, since they are robots, they don’t need a break(or a long break) from their task and can perform repetitive tasks without any complaints. They also are less susceptible to error, unlike humans, as per a report from McKinsey that states collaborative and context-aware robots can improve productivity by up to 20% in labor-intensive settings.
So self-learning robots can be made to perform important manufacturing activities like welding, painting, drilling, die castings, etc.
Some examples of companies using smart manufacturing inside their plants are Fanuc – a Japanese automation company and BMW Group.
Fanuc has its Robo workers inside their plants that work day and night to produce components for CNC and motors, and also monitor all sorts of floor operations.
For BMW, they use AI-enabled automated image recognition for quality control and inspections of their produced components.
5. AI in product design
This might surprise you, but AI/ML tech is now advanced enough to create new designs for a product. A generative design software created with ML capabilities, where engineers just need to provide input parameters like raw material, size & weight, manufacturing methods, budget, etc, can create a variety of designs of a product to choose from.
An example of using AI in the design process is the automotive manufacturer Nissan.
6. Customer Service
Product creation doesn’t stop at just being sold to the customer, but it extends beyond that in the form of customer service to fully satisfy a consumer. And the most fortunate part is that the ML/AI algorithms can be integrated into this area also.
Smart AI applications built with the finished product can help by quickly understanding customer issues and then providing better solutions for them. Also, because of its cognitive abilities, the app can self-learn and thus can provide a more personalized experience to the customers over time.
7. Self-driving vehicles
Self-driving cars, as the name itself suggests, are cars that don’t need any human to drive. This is another innovation that has been made possible through ML/AI tech.
Self-driving vehicles gather data from their surrounding through a variety of sensors like radar, lidar, sonar, GPS, odometry, etc. This data gathered is then analyzed with AI algorithms that help the car to identify the object and take necessary action.
The potential and market size of autonomous vehicles is huge. It’s estimated that the revenue from the global autonomous car market will reach USD 64.88 billion which in 2020 stood at USD 23.33 Billion. Tesla, Waymo, Nissan, and General Motors are some of the major players in the market, and in 2020, Waymo became the first company to offer driver-less taxi services in Arizona, USA.
All these facts and figures make us conclude that self-driving vehicles are the future of transportation.
8. AI in IT operations
For a smooth running of an organization, all its systems from hardware to software should run smoothly. But manually it’s difficult to manage and monitor all the systems within an organization due to their complexity and lack of time.
Fortunately, AI in IT operations, also known as AIOps, provides a way out. AI can automate big data management by first gathering enough data through sensory devices, and then analyzing it to create a predictive model capable of detecting or predicting faults in IT operations.
9. Cybersecurity
Though it’s a good thing that manufacturing companies are adopting IoT tech inside their factories, this also makes them susceptible to cyber threats like hacking and phishing. As per research available, small enterprises under $5 million in revenue face losses of around 13 percent of their total annual revenue.
The solution to this problem is AI enables cybersecurity systems. The smart AI/ML system can automatically detect and cease any cyber attack with utmost precision and alert the security teams to take any further actions.
10. Energy consumption forecasting
Finally, using ML/AI algorithms, it’s possible to forecast energy consumption too. By gathering and analyzing data of various parameters like temperature, lighting, and movement level within a building facility, it’s possible with ML/AI to create a predictive model that can forecast energy usage in the future. This energy management achieved up to this level of efficiency will not only save energy costs but will also reduce GHG emissions.